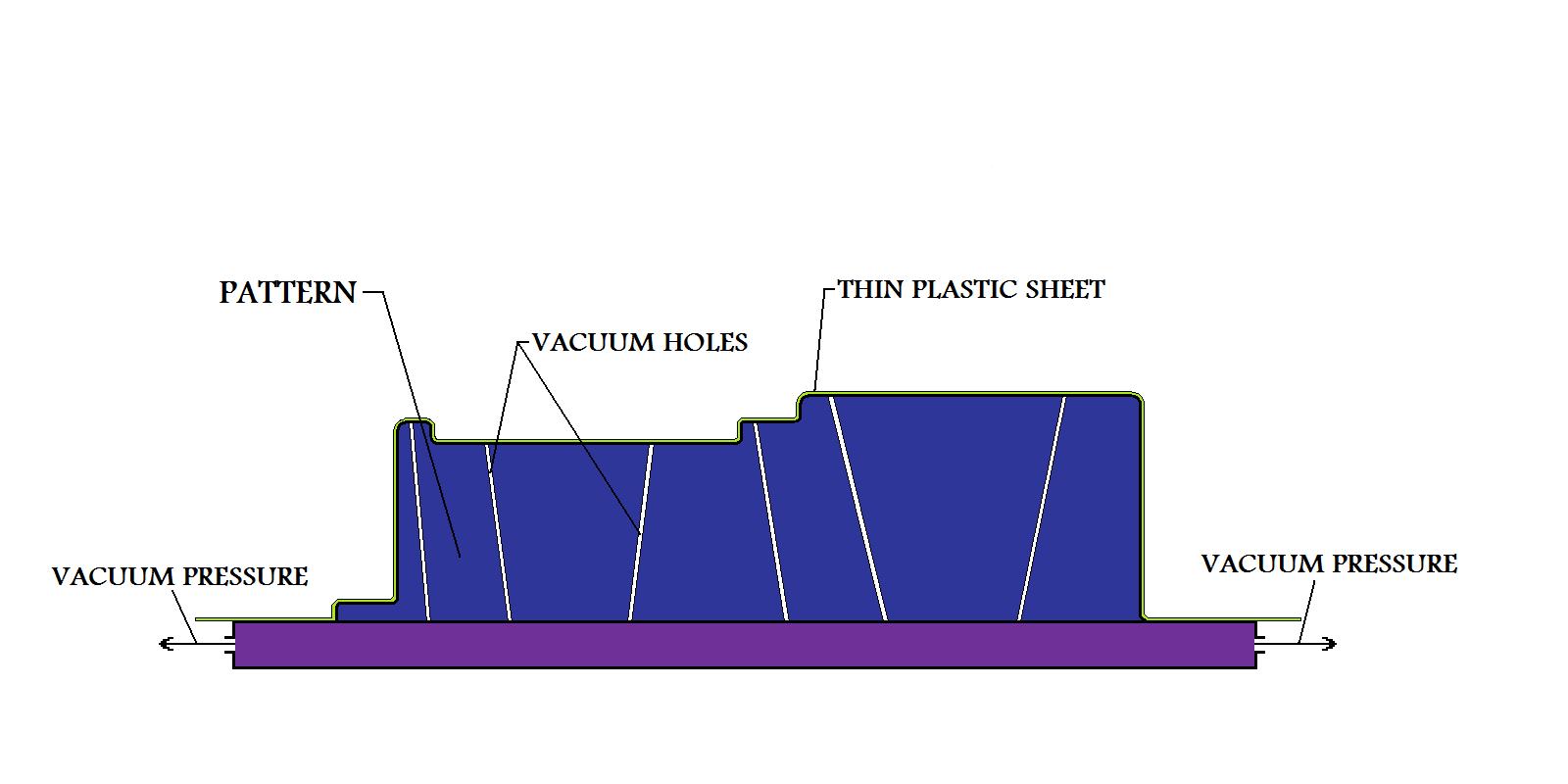
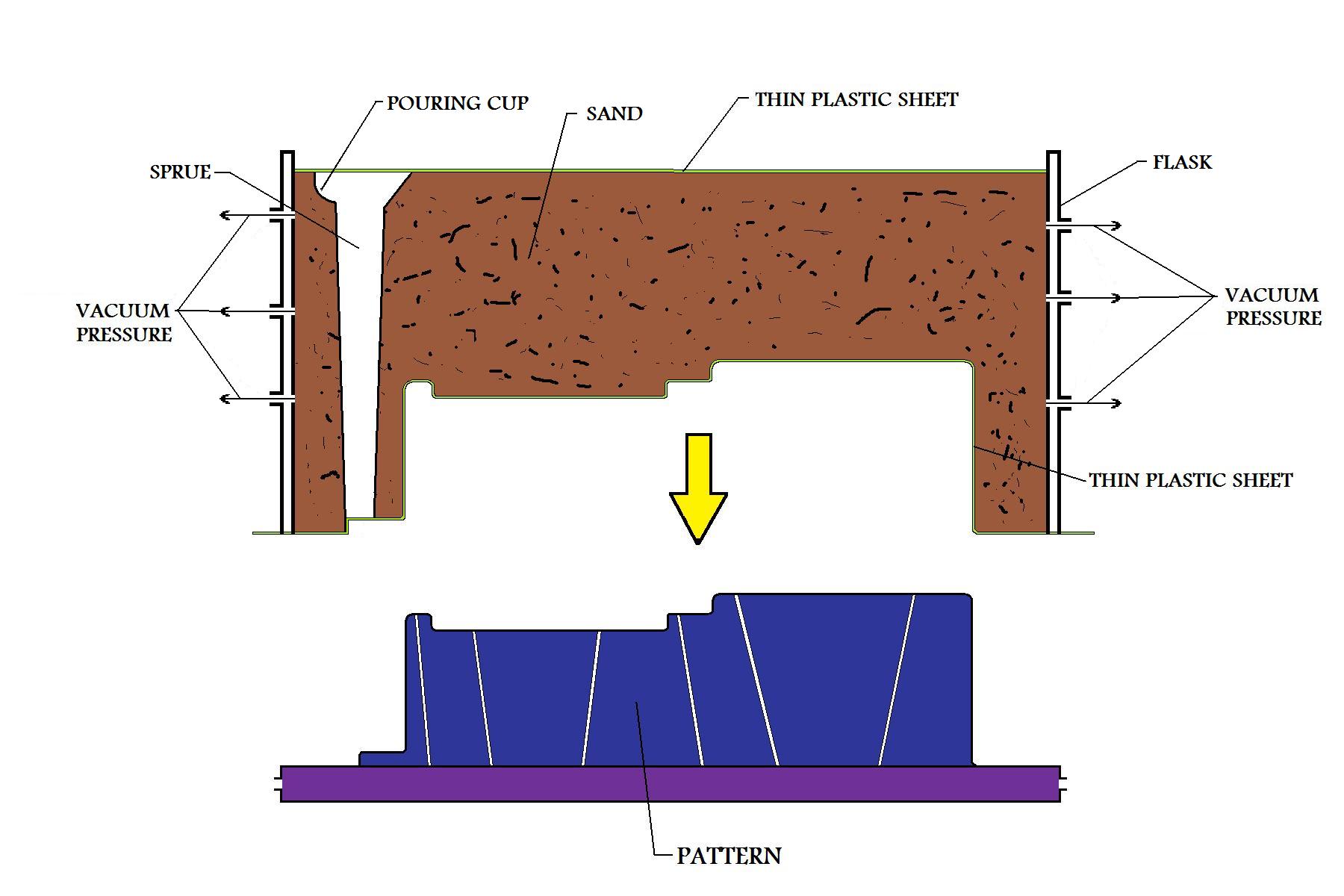
This casting technology was originally developed for the jewellery and dental industries, for the production of comparatively small parts. As the production time is relatively short compared to conventional shell building, it is also being applied more and more for Rapid Prototyping. In the embedding machine a chalky powder is mixed with water under vacuum and poured over the wax part, housed in a small metal container, the so-called flask.
This casting technology was originally developed for the jewellery and dental industries, for the production of comparatively small parts. As the production time is relatively short compared to conventional shell building, it is also being applied more and more for Rapid Prototyping. In the embedding machine a chalky powder is mixed with water under vacuum and poured over the wax part, housed in a small metal container, the so-called flask.This casting technology was originally developed for the jewellery and dental industries, for the production of comparatively small parts. As the production time is relatively short compared to conventional shell building, it is also being applied more and more for Rapid Prototyping. In the embedding machine a chalky powder is mixed with water under vacuum and poured over the wax part, housed in a small metal container, the so-called flask.
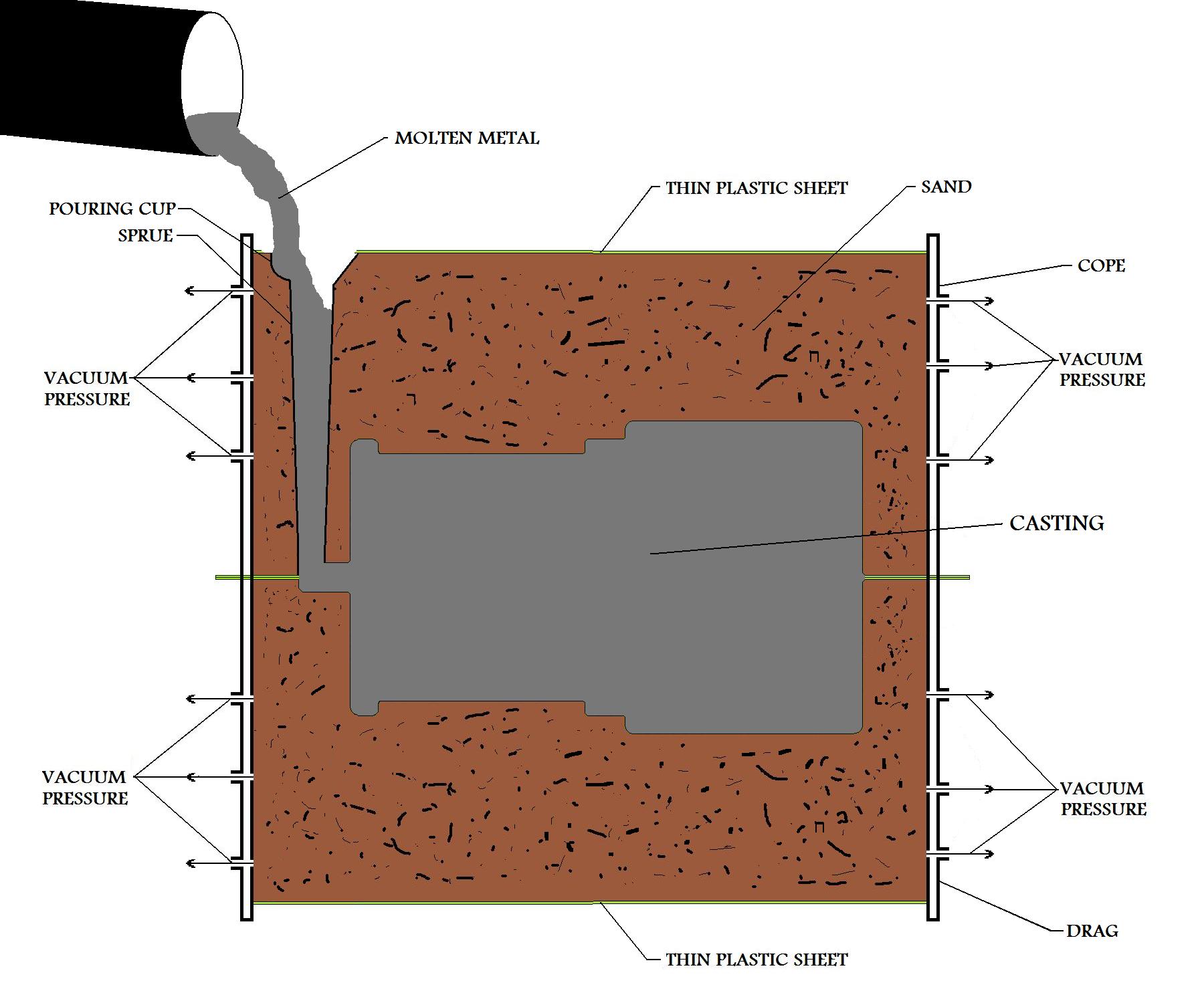
After solidification of the plaster, the flask is heated to a casting temperature of 300 – 500 °C, step by step. It is then cooled down depending on the material.
After the cast the part is de-bedded by means of a high-pressure water-jet to release the part from the plaster. The part is then sent for finishing.
Advantages:
Very good surface quality
Material is only mixed if required
No cores are necessary
Easy de-bedding by water
Disadvantages:
Only small and medium-sized parts are possible
Only low melting alloys e.g. aluminium can be cast, no steel
High material usage and lot of waste
No perfect casting quality because of the long solidification process, depending on the size of the flask
Burning takes up to several days, depending on flask size
Oven is blocked for many hours / days with (one) flask, as soon as the tempering process has been started
After solidification of the plaster, the flask is heated to a casting temperature of 300 – 500 °C, step by step. It is then cooled down depending on the material.
After the cast the part is de-bedded by means of a high-pressure water-jet to release the part from the plaster. The part is then sent for finishing.
Advantages:
Very good surface quality
Material is only mixed if required
No cores are necessary
Easy de-bedding by water
Disadvantages:
Only small and medium-sized parts are possible
Only low melting alloys e.g. aluminium can be cast, no steel
High material usage and lot of waste
No perfect casting quality because of the long solidification process, depending on the size of the flask
Burning takes up to several days, depending on flask size
Oven is blocked for many hours / days with (one) flask, as soon as the tempering process has been started
After solidification of the plaster, the flask is heated to a casting temperature of 300 – 500 °C, step by step. It is then cooled down depending on the material.
After the cast the part is de-bedded by means of a high-pressure water-jet to release the part from the plaster. The part is then sent for finishing.
Advantages:
Very good surface quality
Material is only mixed if required
No cores are necessary
Easy de-bedding by water
Disadvantages:
Only small and medium-sized parts are possible
Only low melting alloys e.g. aluminium can be cast, no steel
High material usage and lot of waste
No perfect casting quality because of the long solidification process, depending on the size of the flask
Burning takes up to several days, depending on flask size
Oven is blocked for many hours / days with (one) flask, as soon as the tempering process has been started
This casting technology was originally developed for the jewellery and dental industries, for the production of comparatively small parts. As the production time is relatively short compared to conventional shell building, it is also being applied more and more for Rapid Prototyping. In the embedding machine a chalky powder is mixed with water under vacuum and poured over the wax part, housed in a small metal container, the so-called flask.
After solidification of the plaster, the flask is heated to a casting temperature of 300 – 500 °C, step by step. It is then cooled down depending on the material.
After the cast the part is de-bedded by means of a high-pressure water-jet to release the part from the plaster. The part is then sent for finishing.
Advantages:
Very good surface quality
Material is only mixed if required
No cores are necessary
Easy de-bedding by water
Disadvantages:
Only small and medium-sized parts are possible
Only low melting alloys e.g. aluminium can be cast, no steel
High material usage and lot of waste
No perfect casting quality because of the long solidification process, depending on the size of the flask
Burning takes up to several days, depending on flask size
Oven is blocked for many hours / days with (one) flask, as soon as the tempering process has been started
Other Topics
IC engine,
Air Standard Cycles,
Method of Ignition,
Gear Types,
External Gear Pump,
mechanical Engineering,
Gears,
spur gears,
Helical gears,
herringbone gear,
Worm gears,
English books,
Photoshop tutorials,
Physics files,
Thamizh,
Manufacturing,
Gears pdf,
Computer science,
Harry potter,
Best 100 english books,
Rack and pinion,
Face Gears,
Involute Splines,
Straight sided Spline,
Bush Roller Chains,
IC engine,
Metal Casting,
Metal Casting Terms,
Categories of metal casting processes,
Sand casting,
SAND Casting Quiz,
Casting patterns quiz,
Sand Casting Process,
Patterns,
Mechnical Previous Years Gate Question Papers ,
Mechanical-old-question-paper,
Core and Core Box,
Shell Moulding,
Advantages and disadvantages of shell molding casting,
Permanent mold casting,
Investment Casting,
Die Casting,
Centrifugal Casting